5S管理起源于日本,是现场管理最基础、最重要的工具之一。它通过规范现场、营造规矩、培养习惯,打造整洁、安全、高效的作业环境,也为后续推行精益生产(Lean)、TPM等打下基础。
一、什么是5S?
5S = 五个日文词首字母都是"S",对应中文通常为:
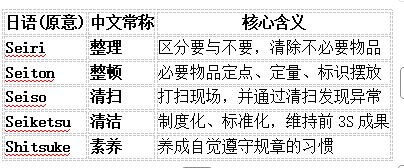
注意:5S不是大扫除,而是持续性的现场管理体系。
二、5S各步骤主要内容说明
1S — 整理(Seiri)
区分"要用"和"不用"的物品,坚决清理无用之物
现场只保留:当前生产必需的物料、工具、模具、设备、文件
清除:报废边角料、呆滞半成品、损坏工装、多余模具、废旧包装、杂物、长期不用的桌椅/箱子
目的:腾出空间、防止混料、消除隐患
2S — 整顿(Seiton)
必要物品"三定"管理——定点、定容、定量,并清晰标识
例:
扳手放哪里?→ 指定位置、形迹管理(泡沫/挂钩)
铝卷放几层?→ 限高标识
合格/待检/不合格品?→ 区域划线+标牌
目的:30秒内找到所需物品,减少寻找和等待浪费
3S — 清扫(Seiso)
清扫不只是扫地,而是"清扫+点检"
清除地面、设备、油污、粉尘、铝屑
在擦机过程中检查:
漏油、漏气、松动
仪表异常、辊面损伤、螺丝缺失
目的:保持现场干净,及早发现设备异常(点检功能)
4S — 清洁(Seiketsu)
将前3S制度化、标准化、可视化,使之常态化
制定:
5S责任区划分图
清扫频次/标准/责任人
目视化标识(区域线、看板、颜色管理)
定期巡查、评分、公示
目的:防止脏乱回潮,形成制度而非运动
5S — 素养(Shitsuke)
让员工自觉遵守规定,并主动改善
培训+早会宣贯
按标准执行,不靠监督
鼓励发现问题、提出改善提案
目的:塑造纪律严明、持续改善的现场文化
三、5S推行的典型效果(简要)
现场整洁、通道畅通 → 安全提升
物品定置、标识清楚 → 效率提升
设备干净、点检到位 → 故障减少
无混料、无污染 → 质量稳定
员工习惯规范 → 管理成本降低




